Giới thiệu về Kiểm soát Quy trình Thống kê (SPC)
Kiểm soát quy trình bằng phương pháp thống kê (SPC) là quy trình không phải là mới trong ngành. Trên thực tế ngay từ năm 1924, William A. Shewart đã cho xuất bản cuốn sách có tiêu đề “Phương pháp thống kê từ quan điểm kiểm soát chất lượng”(1939). Quá trình SPC đã được quân đội sử dụng rộng rãi trong Chiến tranh thế giới thứ hai trong việc phân loại và thống kê các loại đạn dược và cơ sở vũ khí. Đặc biệt trong lĩnh vực sản xuất linh kiện oto Phương pháp SPC là một trong 5 công cụ của hệ thống tiêu chuẩn IATF 16949:2016 đang được nhiều nhà sản xuất sử dụng.
Dần dần do nhu cầu về sản phẩm đã bắt buộc họ cần phải tìm kiếm một cách tốt hơn và hiệu quả hơn để nhằm giám sát chất lượng sản phẩm mà không làm ảnh hưởng đến sự an toàn. Chính vì thế sự ra đời của SPC đã đáp ứng được nhu cầu đó. Việc sử dụng các kỹ thuật SPC ở Mỹ đã mất dần sau chiến tranh. Sau đó, nó được các công ty sản xuất Nhật Bản chọn mua, nơi nó vẫn được sử dụng cho đến ngày nay. Trong những năm 1970, SPC bắt đầu được chấp nhận trở lại do ngành công nghiệp Mỹ cảm thấy áp lực từ các sản phẩm chất lượng cao nhập khẩu từ Nhật Bản. Ngày nay, SPC là một công cụ chất lượng được sử dụng rộng rãi trong nhiều ngành công nghiệp.
Kiểm soát quy trình thống kê (SPC) là gì ?
SPC được viết tắt của cụm từ Statistical Process Control – Đây là phương pháp đo lường và kiểm soát chất lượng bằng việc giám sát quá trình sản xuất. Với phương pháp này thì dữ liệu được thu thập tổng hợp dưới dạng các phép đo của sản phẩm hoặc quá trình từ các máy móc hoặc thiết bị đo đạc khác nhau. Dữ liệu sẽ được thu thập và đánh giá, giám sát cũng như kiểm soát quá trình. SPC được coi là một phương pháp thật hiệu quả nhằm thúc đẩy cải tiến một cách liên tục. Bằng cách giám sát và kiểm soát một quy trình, chúng tôi có thể đảm bảo rằng quy trình đó hoạt động ở mức tối đa. Một trong những nguồn thông tin có giá trị và toàn diện nhất về SPC là sổ tay do Nhóm Hành động Công nghiệp Ô tô (AIAG) xuất bản.
Tại sao nên sử dụng Kiểm soát quy trình thống kê (SPC)
Càng ngày mức độ cạnh tranh giữa các doanh nghiệp sản xuất ngày càng nhiều. Khi mà chi phí nguyên vật liệu ngày càng tăng và đây là những yếu tố mà hầu hết các công ty khó mà kiểm soát được. Chính vì thế mà các công ty cần phải lên phương án kiểm soát chặt mọi quy trình hoạt động để giúp tiết kiệm chi phí và lỗi sản phẩm. Các công ty phải cố gắng cải tiến liên tục về chất lượng, hiệu quả và giảm chi phí. Nhiều công ty vẫn chỉ dựa vào việc kiểm tra sau khi sản xuất để phát hiện các vấn đề về chất lượng. Quá trình SPC được thực hiện để chuyển một công ty từ phát hiện sang kiểm soát chất lượng dựa trên phòng ngừa. Bằng cách theo dõi hiệu suất của quy trình trong thời gian thực, người vận hành có thể phát hiện các xu hướng hoặc thay đổi trong quy trình trước khi chúng tạo ra sản phẩm và phế liệu không phù hợp.
Cách sử dụng Kiểm soát Quy trình Thống kê (SPC)
Để áp dụng phương pháp SPC thành công thì quá trình sản xuất cần được đánh giá nhằm xác định các khu vực chính của chất thải. Có thể cho một số ví dụ về lãng phí của quá trình sản xuất chính là làm lại, phế liệu và thời gian kiểm tra quá nhiều. Điều này sẽ có lợi nhất nếu áp dụng các công cụ SPC cho những lĩnh vực này trước tiên. Trong quá trình SPC, không phải tất cả các kích thước đều được giám sát do chi phí, thời gian và sự chậm trễ trong sản xuất sẽ phải chịu. Trước khi triển khai SPC, các đặc điểm chính hoặc quan trọng của thiết kế hoặc quy trình phải được Nhóm Chức năng Chéo (CFT) xác định trong quá trình đánh giá in ấn hoặc bài tập Phân tích Hiệu ứng và Chế độ Thất bại trong Thiết kế (DFMEA) . Dữ liệu sau đó sẽ được thu thập và giám sát về các đặc điểm chính hoặc quan trọng này.
Thu thập và ghi lại dữ liệu
Dữ liệu SPC được thu thập dưới dạng các phép đo về kích thước / tính năng của sản phẩm hoặc các kết quả đo lường quy trình. Dữ liệu sau đó được ghi lại và theo dõi trên nhiều loại biểu đồ kiểm soát khác nhau, dựa trên loại dữ liệu được thu thập. Điều quan trọng là loại biểu đồ chính xác được sử dụng để tăng giá trị và thu được thông tin hữu ích. Dữ liệu có thể ở dạng dữ liệu biến liên tục hoặc dữ liệu thuộc tính. Dữ liệu cũng có thể được thu thập và ghi lại dưới dạng các giá trị riêng lẻ hoặc giá trị trung bình của một nhóm các bài đọc. Một số hướng dẫn và ví dụ chung được liệt kê bên dưới. Danh sách này không bao gồm tất cả và chỉ được cung cấp để tham khảo.
Dữ liệu biến đổi
-
Biểu đồ Cá nhân – Phạm vi Di chuyển: Được sử dụng nếu dữ liệu của bạn là các giá trị riêng lẻ
-
Biểu đồ Xbar – R: Được sử dụng nếu bạn đang ghi dữ liệu trong các nhóm con từ 8 trở xuống
-
Biểu đồ Xbar – S: Được sử dụng nếu kích thước nhóm phụ của bạn lớn hơn 8
Dữ liệu thuộc tính
-
Biểu đồ P – Để ghi lại số bộ phận bị lỗi trong một nhóm bộ phận
-
Biểu đồ U – Để ghi lại số lượng khuyết tật trong mỗi bộ phận
Bảng kiểm soát
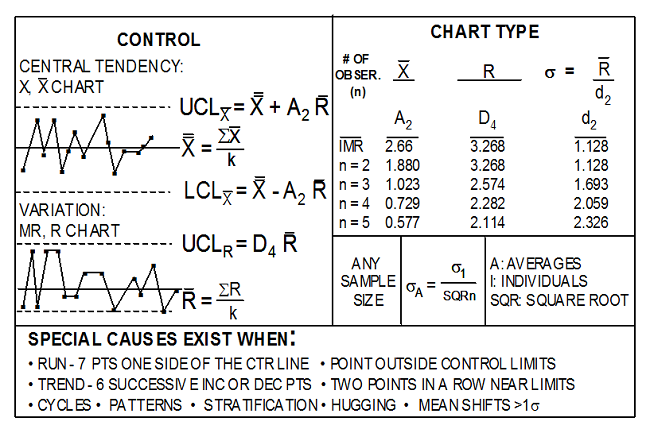
Một trong những biểu đồ kiểm soát được sử dụng rộng rãi nhất cho dữ liệu biến đổi là biểu đồ X-bar và R. Thanh X đại diện cho giá trị trung bình hoặc giá trị “trung bình” của biến x. Biểu đồ thanh X hiển thị sự thay đổi trong phương tiện hoặc giá trị trung bình của mẫu. Biểu đồ Phạm vi cho thấy sự thay đổi trong nhóm con. Phạm vi chỉ đơn giản là sự khác biệt giữa giá trị cao nhất và thấp nhất. Các bước sau là bắt buộc để tạo biểu đồ X-bar và R:
- Chỉ định cỡ mẫu “n”. Thông thường 4 hoặc 5 là cỡ mẫu phổ biến được sử dụng trong nhiều ngành công nghiệp. Hãy nhớ kích thước mẫu phải là 8 hoặc ít hơn. Đồng thời xác định tần suất mà các phép đo mẫu sẽ được thu thập.
- Bắt đầu thu thập bộ mẫu ban đầu của bạn. Nguyên tắc chung là thu thập 100 phép đo theo nhóm 4 phép đo sẽ dẫn đến 25 điểm dữ liệu.
- Tính giá trị trung bình của mỗi nhóm trong số 25 nhóm 4 mẫu.
- Tính khoảng của mỗi mẫu trong số 25 mẫu của 4 phép đo. Phạm vi là sự khác biệt giữa giá trị cao nhất và thấp nhất trong mỗi bộ 4 phép đo mẫu.
- Tính X-dbar (giá trị trung bình của các giá trị trung bình), được biểu diễn trên biểu đồ thanh X bằng một đường tâm liền.
- Tính giá trị trung bình của phạm vi mẫu hoặc giá trị “R”. Đây sẽ là đường tâm của biểu đồ Phạm vi.
- Tính Giới hạn Kiểm soát Trên và Dưới (UCL, LCL) cho mỗi biểu đồ. Nói rõ hơn, giới hạn kiểm soát không phải là giới hạn thông số kỹ thuật do kỹ sư thiết lập trên bản vẽ. Các giới hạn kiểm soát được lấy từ dữ liệu. Hầu hết các kỹ sư sử dụng phần mềm thống kê sẽ thực hiện các phép tính tự động.
Khi biểu đồ được thiết lập, người vận hành hoặc kỹ thuật viên sẽ đo nhiều mẫu, cộng các giá trị lại với nhau sau đó tính giá trị trung bình. Giá trị này sau đó được ghi lại trên biểu đồ kiểm soát hoặc biểu đồ X-bar. Phạm vi của các nhóm con cũng được ghi lại. Các phép đo mẫu phải được thực hiện và ghi lại trong khoảng thời gian đều đặn, bao gồm cả ngày và giờ để theo dõi tính ổn định của quá trình. Theo dõi mọi nguyên nhân đặc biệt hoặc có thể chỉ định và điều chỉnh quy trình khi cần thiết để duy trì quy trình ổn định và trong kiểm soát.
Biểu đồ X-bar và R chỉ là một ví dụ về các biểu đồ kiểm soát khác nhau có sẵn để theo dõi và cải tiến quy trình. Để được hỗ trợ xác định các phương pháp hay nhất để cải thiện quy trình của bạn.
Phân tích dữ liệu
Các điểm dữ liệu được ghi trên biểu đồ kiểm soát phải nằm giữa các giới hạn kiểm soát, với điều kiện chỉ xác định được các nguyên nhân phổ biến và không có nguyên nhân đặc biệt nào. Các nguyên nhân phổ biến sẽ nằm giữa các giới hạn kiểm soát trong khi các nguyên nhân đặc biệt thường là ngoại lệ hoặc nằm ngoài giới hạn kiểm soát. Đối với một quá trình được coi là trong kiểm soát thống kê, không được có nguyên nhân đặc biệt nào trong bất kỳ biểu đồ nào. Quá trình được kiểm soát sẽ không có nguyên nhân đặc biệt nào được xác định trong đó và dữ liệu phải nằm giữa các giới hạn kiểm soát. Một số ví dụ về biến thể nguyên nhân phổ biến như sau:
- Sự thay đổi về đặc tính vật liệu trong đặc điểm kỹ thuật
- Thay đổi theo mùa về nhiệt độ hoặc độ ẩm môi trường xung quanh
- Máy móc hoặc dụng cụ hao mòn bình thường
- Sự thay đổi trong cài đặt do người vận hành kiểm soát
- Biến thể đo lường bình thường
Ngược lại, các nguyên nhân đặc biệt thường nằm ngoài giới hạn kiểm soát hoặc chỉ ra một sự thay đổi hoặc thay đổi mạnh mẽ trong quá trình. Dưới đây là một số ví dụ về biến thể nguyên nhân đặc biệt:
- Bộ điều khiển không thành công
- Điều chỉnh thiết bị không phù hợp
- Một sự thay đổi trong hệ thống đo lường
- Một quá trình thay đổi
- Máy bị trục trặc
- Thuộc tính vật liệu thô ngoài thông số kỹ thuật thiết kế
- Công cụ bị hỏng, cú đấm, bit, v.v.
- Người điều hành thiếu kinh nghiệm không quen thuộc với quy trình
Khi giám sát quá trình thông qua biểu đồ SPC, người kiểm tra sẽ xác minh rằng tất cả các điểm dữ liệu nằm trong giới hạn kiểm soát và theo dõi các xu hướng hoặc thay đổi đột ngột trong quá trình. Nếu xác định được bất kỳ nguyên nhân đặc biệt nào gây ra sự thay đổi, cần thực hiện hành động thích hợp để xác định nguyên nhân và thực hiện các hành động khắc phục để đưa quá trình về trạng thái kiểm soát thống kê.
Có những biến thể hoặc mẫu điểm dữ liệu khác trong giới hạn kiểm soát cũng cần được theo dõi và điều tra. Chúng bao gồm nhưng không giới hạn ở:
- Chạy trong đó 7 điểm dữ liệu trở lên nằm trong một hàng ở một bên của đường tâm quy trình
- Những thay đổi về mức độ lan truyền dữ liệu bình thường, trong đó nhiều điểm dữ liệu cách xa nhau hoặc gần nhau hơn
- Các xu hướng được thể hiện bằng 7 điểm dữ liệu trở lên liên tục tăng hoặc giảm
- Sự thay đổi của dữ liệu trải rộng trên hoặc dưới mức trung bình bình thường
5 công cụ cốt lõi (5Core Tool) được sử dụng trong IATF 16949 bao gồm:
1: FMEA (Potential Failure Mode and Effects Analysis): Phân tích hình thức sai lỗi tiềm ẩn và tác động của các hình thức sai lỗi tiềm ẩn.
2: SPC (Statistical Process Control): Kiểm soát quá trình bằng phương pháp thống kê.
3: MSA (Measurement System Analysis): Phân tích hệ thống đo lường
4: APQP (Advanced Product Quality Planning): Hoạch định chất lượng trước khi sản xuất sản phẩm
5: PPAP (Production Part Approval Process): Quá trình phê duyệt sản xuất.